 Co je to vlastně MIG / MAG ?
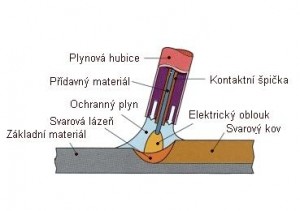
Co je to vlastně MIG / MAG ?Jde o tzv. poloautomatické svařování kovů v ochranné atmosféře, a to buď v inertním (MIG) nebo aktivním (MAG) plynu.
Přídavný materiál (svařovací drát) je přiváděn motorizovaným pohonem při stisknutí spínače na hořáku, který svářeč ovládá dle potřeby - z toho důvodu označujeme toto svařování jako poloautomatické.
Svařování MIG/MAG je podstatně produktivnější než MMA - ručně obalenou elektrodou, kde se produktivita ztrácí pokaždé, když svářeč zastaví, aby vyměnil spotřebovanou elektrodu. Tato metoda se hodí pro většinu materiálů a přídavné materiály jsou k dispozici pro široký sortiment kovů.
Svařování MIG/MAG je univerzální metoda, kterou je možno ukládat svarový kov ve větším množství a ve všech svařovacích polohách. Jistou nevýhodou se může jevit právě nutnost použití tlakové lahve CO2, což obnáší plnění CO2. Během doby plnění může tedy 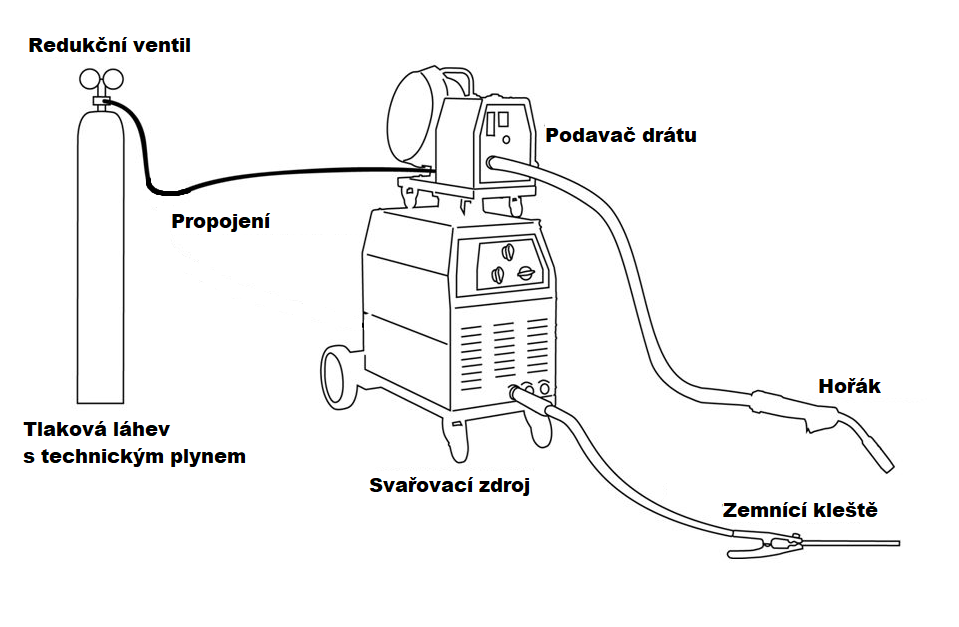 nastat jistý prostoj, někteří svářeči to řeší vlastnictvím druhé tlakové láhve.
nastat jistý prostoj, někteří svářeči to řeší vlastnictvím druhé tlakové láhve.
= Metal Active Gas
Poloautomatické svařování kovů v ochranné atmosféře aktivního plynu
 MIG
MIG= Metal Inert Gas
Poloautomatické svařování kovů v ochranné atmosféře inertního plynu
Jaký je tedy rozdíl mezi svařovacími metodami MIG a MAG?
- Rozdíl mezi metodami MIG a MAG je pouze v použitém plynu!

Výraznou inovací principu této metody je obloukové svařování plněnou elektrodou bez ochranného plynu (metoda 114 podle ISO 4063 ). Metoda podobná metodě MIG/MAG, ale jako přídavný materiál se používá tzv. trubičkový drát, který je také nazýván plněný nebo dutinkový. Jedná se vlastně o svinutý pásek plněný tavidlem, rutilovou či bazickou náplní, kovovým práškem apod. Jelikož tavenina vzniká odtavováním drátu po jeho kruhovém obvodu a je rozstřikována jemnými kapičkami do lázně, je svar proti klasické metodě MIG/MAG úhlednější, je zaoblený a homogenní. Náplň má za úkol vytvoření vlastní ochranné atmosféry. To znamená, že při svařování vzniká rozkladem přísad z náplně ochranný plyn, který chrání svarovou lázeň. Z tohoto důvodu již není třeba dodávat do místa svaru ochranný plyn a tím odpadá nutnost manipulace s tlakovými lahvemi. Další předností trubičkového drátu s vlastní ochranou je (v porovnání s běžným plným drátem) hlubší průvar. Z tohoto důvodu doporučujeme trubičku použít například i pro svařování pozinkovaných materiálů, kdy trubička vrstvu zinku lépe "prorazí" a materiál svaří.
Základní přednosti plněného drátu proti plným drátům jsou:

| Kód: | E.077H-HSL |
|---|---|
| Výrobce: | Alfa In |

| Kód: | 51259Z |
|---|---|
| Výrobce: | Kühtreiber |
Schinkmann svářecí technika je společnost specializovaná nejen na prodej svářecí techniky a kompletního příslušenství, ale také poskytuje záruční i pozáruční servis, provádí školení ve vlastní učebně, zakázkově svařuje a vyrábí elekrody pro odporové svařování




















