Plazmová řezačka
Dělení materiálu plazmou prochází neustálým rozvojem a přináší nižší náklady, vyšší kvalitu, rychlost a rozrůstající se oblíbenost mezi uživateli. Plazmová řezačka je schopna řezat mnoho různých typů kovů i nekovů, včetně lakovaných, zkorodovaných nebo znečištěných. Plazmové řezačky jsou vhodné pro různé tloušťky kovů. Výhodou ručního řezání je, že k provozu plazmy stačí pouze elektřina a stlačený vzduch.
Řezání plazmou - nástroje pro řezání
Nabízíme kompletní škálu výkonných zdrojů pro plazmové řezání, které jsou po celém světě považovány za optimální řešení pro všechny terénní aplikace a zahrnuje široký výběr jednoduchých, robustních zařízení připravených k okamžitému použití pro ruční i strojní řezání. Mikroprocesorem řízené invertorové jednotky poskytují vynikající kvalitu řezu.
Široký sortiment strojů od firem:
Alfain, Cebora, EWM, Kühtreiber. Z této nabídky si vybere každý od domácího kutila po velké strojírenské podniky. Plazmové zařízení – zařízení, které využívá plazmový oblouk nebo plazmový paprsek (případně oba) pro svařování, navařování a nanášení speciálních povrchů nebo dělení materiálu.
V praxi se využívají metody :
- strojní řezání - řezání argonovodíkovou plazmou nebo řezání dusíkovou plazmou,
- ruční řezání – řezání vzduchovou plazmou – se zabudovaným kompresorem nebo bez kompresoru (nutný externí zdroj vzduchu).
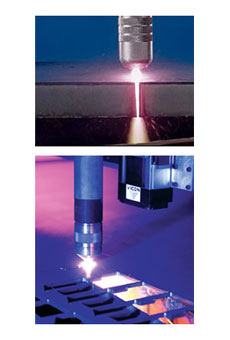
Plazmová řezačka - řezání plazmou
- Plazmová řezačka využívá vysoké teploty a výstupní rychlosti plazmového paprsku.
- K vyfouknutí nataveného materiálu z řezné spáry dochází dynamickým účinkem vystupující plazmy díky zvýšenému průtoku a tlaku plazmového plynu
- Při řezání dosahují výstupní rychlosti plazmy až 2300m/s.
- Rychlost řezání tenkých plechů se pohybuje mezi 9 – 12 m/min.
- Vysoká teplota plazmového plynu=paprsku umožňuje řezat všechny kovové vodivé materiály s pomocí přeneseného oblouku , s omezením i nevodivé materiály bez přeneseného oblouku
Princip strojního řezání
Mezi řezaným materiálem a tryskou se po přivedení elektrického napětí vytvoří elektrický oblouk. Z trysky vylétává vysokou rychlostí velmi horký ionizovaný plyn, který je do trysky vháněn z tlakových lahví. Teplota plazmatu při úniku z trysky může dosahovat až 30 000 °C a rychlost až nadzvukovou. Složení plynu, který proudí do trysky a který je následně obloukem zahříván, se liší podle použití, ale nejčastěji se používají argon, dusík, vodík, kyslík a jejich směsi.
Volba plazmového plynu se odvíjí od druhu řezaného materiálu. Nejčastěji se volí následující kombinace:
- konstrukční ocel: kyslík, vzduch
- vysokolegovaná ocel: argon/vodík, argon/vodík/dusík, argon/dusík, vzduch, dusík
- lehké kovy: argon/vodík, vzduch
- barevné kovy: argon/vodík
- kompozitní materiály: argon/vodík, argon/vodík/dusík, vzduch, kyslík
 Výhody
Výhody
- Vyšší rychlost řezání než u řezání kyslíkem pro tenké a střední tloušťky.
- Snížení vneseného tepla do materiálu (menší tepelně ovlivněná oblast a tím i deformace).
- Možnost řezání všech kovových materiálů hlavně vysokolegovaných ocelí a hliníku vertikálně nebo úkosem.
- Snadná automatizace a mechanizace.
- Kvalita povrchu řezaných materiálů má minimální vliv na proces řezání.
- Minimální ztrátový čas.
- Dosažení vysoké kvality řezání ( platí pro tloušťku maximálně 60% z doporučené hodnoty dané výrobcem u konkrétního typu zařízení ).
Nevýhody
- Úhel řezné hrany je větší než u řezání kyslíkem.
- Horní hrana plechu je zaoblená více než u kyslíkového řezání.
- Velký vývin škodlivých dýmů.
- Vysoká hladina hluku.
- Vysoké pořizovací náklady.
- Obtížné propalování otvorů u silnějších materiálů ( nad 15mm).
Produkty související se sekcí
Zeptejte se nás





















